冷拉钢如何去除应力?
在拉伸过程中会出现塑性变形,从而产生位错和局部的残余应力。 着急用可以通过退火可以消除,如果不着急用,最简单的方法是放一段时间.
什么是残余应力?
残余应力是由于工件在制备过程中,在构件内部产生的应力。在无外力作用下,以平衡状态存在于物体内部的应力。从概念可以看出,残余应力不是指一个数值而是一个分布状态或称为残余应力场。残余应力不只存在压应力或拉应力而是同时存在与之平衡的拉应力或压应力。残余应力是弹性应力,理论上其数值不应该超过材料的屈服强度。
残余应力产生的原因主要包括:
1.不均匀变形:塑性变形后,载荷去除后内部由于变形形成的应力;
2.热作用:简单举例:冷却过程中外部冷却快,内部冷却慢,因而外部呈现拉应力,内部呈现压应力状态;还有因为相变等等原因产生的热残余应力。
3.化学作用产生的应力。
残余应力产生过程可用图1简单表示,在没有应力作用下从物体R中切取正方形的A部分。接着将切下来的A进行任意操作变成B,此时若要再想将其放入R,则需将其施加作用力变成C,然后如D将其放入R。若此时将力释放,则会像E中所示,所放入的部分与其周边均会发生变形。这就是产生残余应力的状态。反之,通过对切取部分变形量进行测量,可反推出残余应力的大小。这也是残余应力测试的方法。
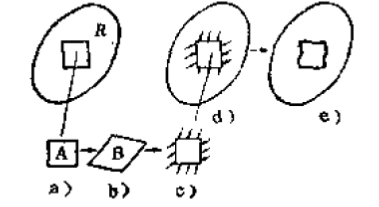
【图1】
残余应力产生过程
2.金属类残余应力检测方 法
分类:有损检测;无损检测。区别就是是否破坏试样。 测试方法有很多种,乱七八糟使用不多的方法就不说了,仅介绍最常用的测试方法以及最新的很牛逼的测试方法:
(1)盲孔法:
属于有损检测法,在有残余应力的的构件上钻一小孔,使孔的领域由于部分应力释放产生相应位移形变,经换算得到孔处原有应力。
(2)X射线衍射法
X射线衍射主要是利用晶体X射线衍射的布拉格方程,依据晶体衍射峰的偏移方向和幅度来确定残余应力的性质和大小。属于无损检测,测试精度高。缺点是仅能完成表层应力值测试:厚度根据材质不同大概在几微米到几十微米之间。通过逐层剥离可进行构件更深处残余应力值测定,但是剥离会对测试结果精度有一点影响。尤其是表层残余应力梯度大的试样,影响尤甚。工欲善其事必先利其器。
(3)同步辐射
同步辐射检测残余应力的原理是利用电磁辐射所产生的波,在零件表面发生衍射判断原子间距发生的变化进而推导出残余应力。该电磁辐射是相当于光速速度的带电粒子在弧形轨道上运动时发出的,同时又可以称为“同步加速器辐射”或“同步光”。与传统的X光相比,同步辐射波长具有亮度强、波谱宽、准直度高、脉冲性和偏振性等独特性能,测定残余应力时可以选用不同晶面和测定不同深度,可开展空间分辨率高的残余应力无损测定和结合试验台开展某些原位实验,它的缺点是因使用多级加速器而占地面积大和运行投入成本高。
(4)中子衍射
中子衍射和同步辐射一样,都是利用晶体衍射的布拉格方程来计算出应变再算出残余应力,与其他方法相比,中子衍射的穿透层较深,铝合金为200mm,钢铁材料为80mm,(可是据要去做实验的地方说高温合金穿透8mm),空间分辨率目前最好的为0.5mm,因此测定残余应力时获得的是至少0.5mm内的平均残余应力。它的优点是可无损原位测定材料内部的残余应力,缺点是测定的数值是较大区域内的平均应力,对测定残余应力梯度分布,尤其是喷丸强化的残余应力分布很难精确测定,而且设备投入大运行费用高。
3.高温合金残余应力消除常用方法
(1)调整制备工艺参数:因为在构件制备工艺过程中,大多阶段都可以引入残余应力,包括合金熔炼、锻造,轧制,焊接,切削等加工过程、热处理冷却等都会导致残余应力产生,因此首先要做的就是调整工艺参数。
(2)去应力退火(最常用):通过低温热处理,消除内部残余应力。
(3)振动消除(没用过,去一家单位交流时听说的,反正高温合金上没听说有人用):用便携式强力激振器,使金属结构产生一个或多个振动状态,从而产生如同机械加载时的弹性变形,使零件内某些部位的残余应力与振动载荷叠加后,超过材料的屈服应力引起塑性应变,从而引起内应力的降低和重新分布。
(4)喷丸:放在这里可能不合适,但是通过构件表面进行喷丸可有效改善构件表层残余应力。
