任丘冷拔方钢厂家地址在哪里:
任丘有很多生产冷拔方钢厂家,销往全国各地,在任丘大多数的厂家销售处都集中在燕山钢材市场里,我厂也在这个市场有办事处,燕山钢材市场地址位于任丘东,距离任丘市有10公里左右,津保路有个北去的道路,直接往北轴就是燕山钢材市场。
任丘冷拔方钢厂家怎么样:
在任丘冷拔方钢市场竞争很激烈,价格的竞争,质量的竞争,促使厂家在生产设备上下功夫,降低人工的使用率,目前我厂采用全自动冷拔设备,去除了大部分人工费,降低了生产成本,提高产品质量,增加竞争力,在天津,山东,河南,保定等地区都有客商采购,因为具有竞争力,所以选择任丘冷拉方钢厂家。
任丘冷拔方钢都是什么材质的:
可以冷拉Q195、Q235、10#、20#、35#、45#、Q215、Q235、304、316、20Cr、40Cr、20CrMo、35CrMo、42CrMo、40CrNiMo、GCr15、65Mn、50Mn、50Cr、3Cr2W8V、20CrMnTi、5CrMnMo等,其中销量大,市场使用率高的材质是q235,不只是q235材质的冷拔圆钢销量大,例如方钢,扁钢,六角钢等类型的钢材也是q235的销量大,q235材质的冷拔钢占80%的市场,45#冷拔圆钢材质的占比10%,其它材质占10%。
任丘冷拔方钢厂家执行标准:
任丘冷拔方钢和冷拔方钢的区别:
冷拉和冷拔是一个意思,都是采用冷拉设备夹住热轧方钢的一头,用蛮力经过比原来小0.5mm的磨具,生产出来的就是冷拉钢,冷拉或冷拔只存在生产工艺不同,一种是润滑粉冷拉工艺,一种是油式冷拉工艺,油式冷拉钢的价格贵一些,油式冷拉钢表面不会有拉痕迹,干式润滑粉生产工艺,冷拉钢的表面偶尔会存在一些拉痕。
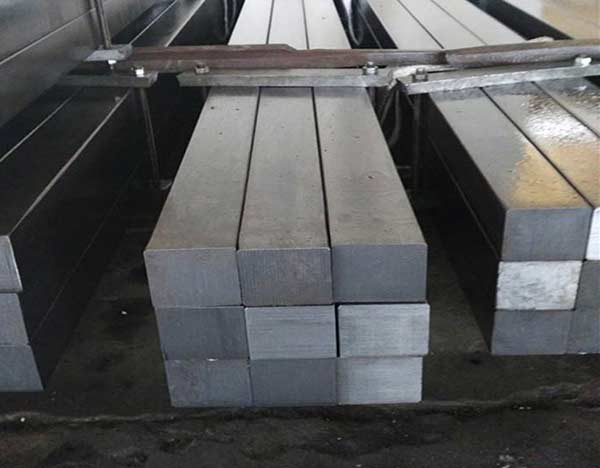
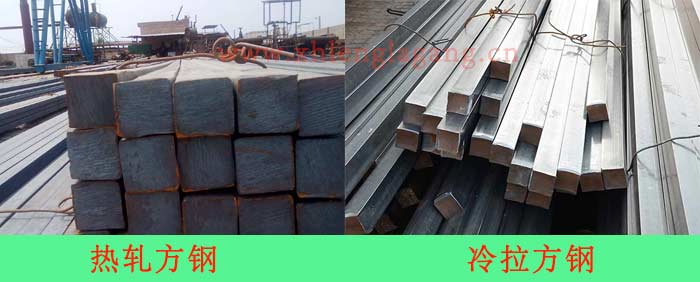
任丘冷拉方钢和热轧方钢的区别:
热轧方钢表面粗糙,冷拔方钢精度高,平直,表面光滑,可直接制作精度高的配件。
冷拉方钢厂家制造视频:
任丘冷拔方钢价格:
价格以吨计算,一吨冷拔方钢的价格在3500元-4800元之间,由于冷拔钢材是一种特殊的产品,价格不稳定,以当天咨询的价格为准。
任丘冷拔方钢生产工艺:
原坯(q235b热轧方钢)进厂----验收---入库---领料----轧头---酸洗磷或石灰或打砂---冷拉---矫直--打包---称重标记---检验---成品入库
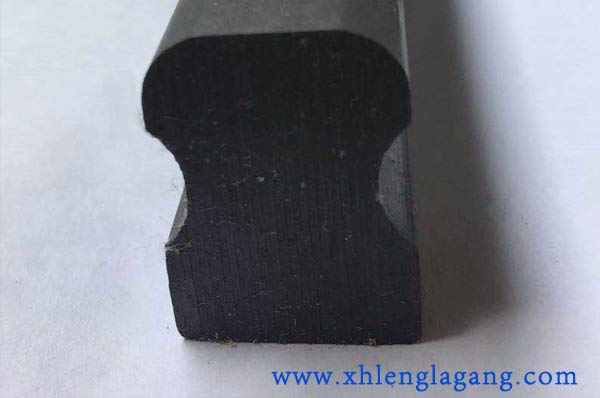
冷拉方钢是一种精度很高的方钢,材质是经过“调质”处理的,可以直接用来各种精密配件,不需要对其再加工,对应的普通方钢,就是我们常见的用于建筑的方钢,供应的热处理状态是“正火”,无论是尺寸精度还是材质都是普通级别的。不管是冷冷方钢或是方钢其形状都是方形的,但是冷拔方钢表面很光滑,尺寸精度很高,它的机械性能高,由于尺寸精度高不经加工可直接使用。
任丘冷拔方钢厂家规格表:
|
方钢规格表(mm) |
|
6*6 |
8*8 |
10*10 |
12*12 |
14*14 |
16*16 |
|
18*18 |
20*20 |
22*22 |
25*25 |
28*28 |
30*30 |
|
32*32 |
35*35 |
38*38 |
40*40 |
45*45 |
50*50
|